
Principe des traitements par induction (HF/MF)
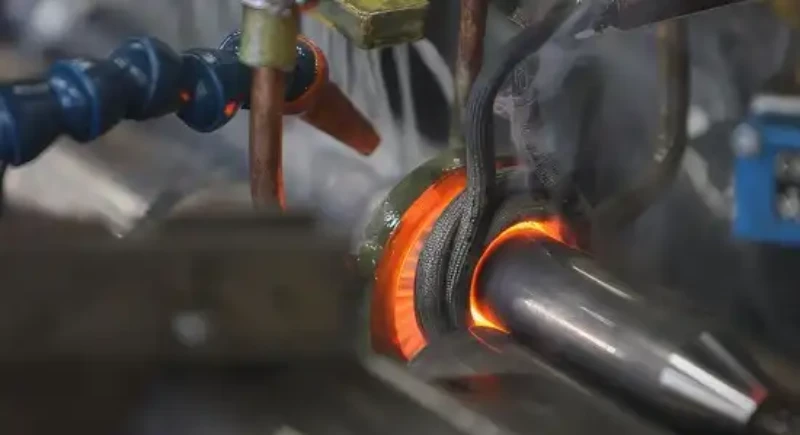
L’induction permet de chauffer localement et rapidement une zone très précise d’une pièce métallique, sans chauffer l’ensemble du volume. Ce chauffage ciblé est généré par un champ électromagnétique à haute fréquence (HF) ou moyenne fréquence (MF), qui induit un courant dans la zone traitée, provoquant une montée en température instantanée, suivi d’une trempe à l’eau osmosée additivée d’un polymère, ou à l’huile.
Notre parc de 20 machines (le plus important de Rhône-Alpes) permet de répondre à beaucoup de configurations (géométrie des pièces et des zones à durcir). Les cadences de production élevées, peuvent atteindre jusqu’à 6000 pièces/heure (machine spécifique développée pour un marché de très grande série).
Idéal pour :
- Filetages
- Portées fonctionnelles
- Zones de frottement ou de contact répétitif
- Reprises de traitement après usinage
Avantages du traitement par induction :
le traitement ciblé, rapide et précis
- Cycle très court : quelques secondes à quelques dizaines de secondes, selon la profondeur visée.
- Excellente reproductibilité : grâce au contrôle numérique des paramètres (fréquence, puissance, intensité, durée, débit des douches, vitesse de rotation des pièces, etc…).
- Traitement localisé : réduit les déformations, réduit le temps de traitement et la consommation énergétique.
- Compatible avec les grandes séries et les pièces de précision.
Exemple d’un cycle de
traitement thermique par induction (HF)

À RETENIR :
- Durée totale du cycle : quelques secondes à quelques dizaines de secondes
- Traitement sans impact sur le cœur : seule la peau de la pièce est modifiée, laissant l’intérieur ductile (souplesse mécanique d’un métal)
- Reproductibilité élevée, idéale pour les pièces en grande série ou à traitement localisé (zones de frottement, filetages, dents…)
Les traitements réalisés par induction
Trempe par induction (HF)
Traitement thermique localisé utilisant un champ électromagnétique à haute fréquence (HF) pour chauffer rapidement la surface d’une pièce métallique, suivi d’un refroidissement immédiat (trempe à l’eau, polymère ou air).
Avantages :
- Durcissement précis, rapide et localisé (zones fonctionnelles uniquement)
- Aucune déformation globale
- Idéal pour les pièces mécaniques sollicitées en surface
Pièces mécaniques : parfait pour les arbres, dents d’engrenage, cames, axes
Métaux traités :
- Aciers au carbone (C35, C45, C60)
- Aciers alliés (44SMn28, 42CRMo4, 100Cr6)
- Aciers inoxydables martensitique (X20 à 46CR13)
- Fontes
Revenu ou recuit partiel par induction
Traitement réalisé après trempe ou usinage sévère, visant à détendre la matière localement sans impacter la dureté globale. Le chauffage par induction permet une action ciblée sur la zone sollicitée.
Avantages :
- Supprime les contraintes internes là où c’est nécessaire
- Évite les fissures ou ruptures locales sans perte de dureté globale
Utilisé en reprise après soudure ou sur zone de fatigue
Métaux traités :
- Les mêmes que pour la trempe